Termékek



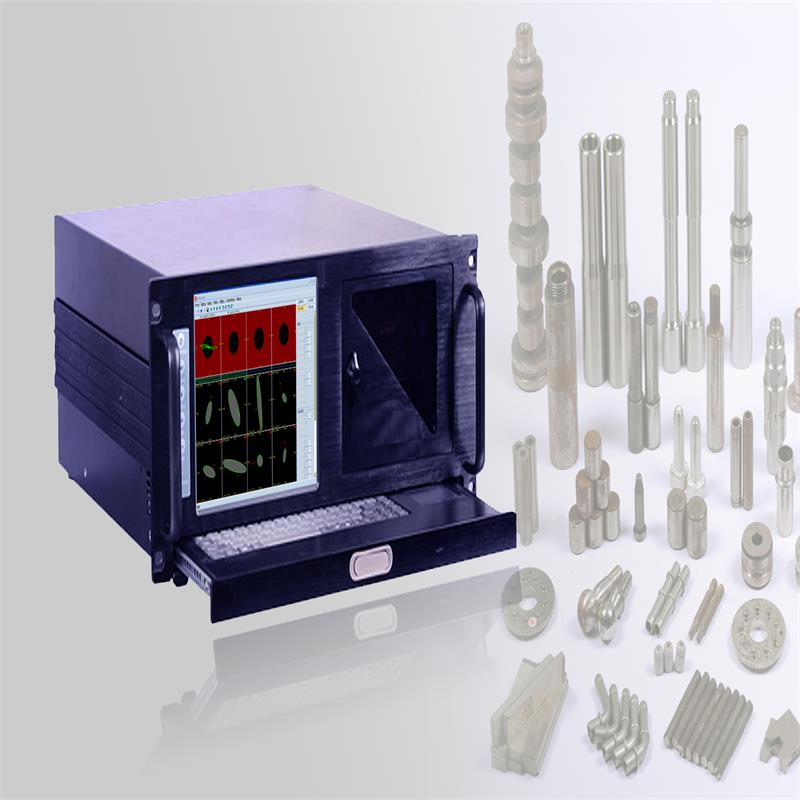
On-line örvényáram-tesztelő rendszer az ECH7002 rugóacél huzalhoz
A termékek öt előnye
- Állítsa be a műszaki paramétereket és a hibadetektor standard mintáit a vizsgálati követelményeknek megfelelően.
- Állítsa be a szonda és a szonda helyzetét a munkadarab specifikációi szerint.
- A hibát érzékelő rendszer észleli a munkadarabot, riasztásokat és jeleket.
- A rugóacél huzal javítható a folyamat során történő lekapcsolással.
- Az adatok rögzítését, tárolását és elemzését a hibadetektáló gazda végzi.
termék leírás
WEHANS AUTOMATION TECHNOLOGY. CO., LTD
Kapcsolattartó: Cynthia
telefon: +86 15062667823
Vezetékes: +86 18121053868

Cég címe: Building 1, No. 268, Dengyun Road, Yushan Town, Kunshan City, JIangsu Province, China.
Weboldal: wehans.infohub2b.com
Előző: On-line örvényáram-ellenőrző...
Következő: On-line örvényáram-vizsgálati...
Vizsgálat :

-

Többcsatornás intelligens digitális örvényáram-érzékelő EIG3000
-

Többfrekvenciás és többcsatornás intelligens digitális örvényáram-érzékelő EK3000
-

Többcsatornás intelligens digitális örvényáram-érzékelő EIG2000
-
Intelligens digitális örvényáram-válogató eszköz, ERS6000
-

On-line örvényáram-ellenőrző rendszer rozsdamentes acélból hegesztett ECN1002 / EFN1002 csövekhez
-

On-line örvényáram-vizsgálati rendszer az EFH1002 egyenesen hegesztett csövekhez
-
On-line örvényáram-tesztelő rendszer az ECH7002 rugóacél huzalhoz
-

NYÁK-féle metallográfiai mikroszkóp (JX22 / JX23-RT)